微信扫码





微信扫码
热线:0538-8159036
网址:http://www.tadcdz.cn
铸造和锻造是两个不同的加工工艺。
铸造是把没有形状的金属液变成有形状的固体。铸造阀门就是浇铸所成的阀门。
锻造主要是在高温下用挤压的方法成型。可以细化制件中的晶粒。锻造阀门就是锻打出来的。
今天,小编为大家整理了在阀门锻造工艺中的一些基础知识,共大家学习与参考。
锻造的种类
(一) 根据变形温度分类
当温度超过300-400℃(钢的蓝脆区),达到700-800℃时,变形阻力将急剧减小,变形能也得到很大改善。根据在不同的温度区域进行的锻造,针对锻件质量和锻造工艺要求的不同,可分为冷锻、温锻、热锻三个成型温度区域。钢的开始再结晶温度约为727℃,但普遍采用800℃作为划分线,高于800℃的是热锻;在300~800℃之间称为温锻或半热锻。不加热在室温下的锻造叫冷锻。
在低温锻造时,锻件的尺寸变化很小。在700℃以下锻造,氧化皮形成少,而且表面无脱碳现象。因此,只要变形能在成形能范围内,冷锻容易得到很好的尺寸精度和表面光洁度。只要控制好温度和润滑冷却,700℃以下的温锻也可以获得很好的精度。热锻时,由于变形能和变形阻力都很小,可以锻造形状复杂的大锻件。要得到高尺寸精度的锻件,可在900-1000℃温度域内用热锻加工。另外,要注意改善热锻的工作环境。锻模寿命(热锻2-5千个,温锻1-2万个,冷锻2-5万个)与其它温度域的锻造相比是较短的,但它的自由度大,成本低。
坯料在冷锻时要产生变形和加工硬化,使锻模承受高的荷载,因此,需要使用高强度的锻模和采用防止磨损和粘结的硬质润滑膜处理方法。另外,为防止坯料裂纹,需要时进行中间退火以保证需要的变形能力。为保持良好的润滑状态,可对坯料进行磷化处理。在用棒料和盘条进行连续加工时,目前对断面还不能作润滑处理,正在研究使用磷化润滑方法的可能。
(二) 根据坯料的移动方式分类
根据坯料的移动方式,锻造可分为自由锻、镦粗、挤压、模锻、闭式模锻、闭式镦锻。
1、自由锻
定义:利用冲击力或压力使金属在上下砧面间各个方向自由变形,不受任何限制而获得所需形状及尺寸和一定机械性能的锻件的一种加工方法,简称自由锻。
特点:自由锻造所用工具和设备简单,通用性好,成本低。 同铸造毛坯相比,自由锻消除了缩孔、 缩松、气孔等缺陷,使毛坯具有更高的力学性能。锻件形状简单,操作灵活。因此,它在重型机器及重要零件的制造上有特别重要的意义。
分类:主要有手工锻造和机械锻造两种。手工自由锻生产效率低,劳动强度大,仅用于修配或简单、小型、小批锻件的生产。
在现代工业生产中,机器自由锻已成为锻造生产的主要方法,在重型机械制造中,它具有特别重要的作用。 而产生的锻件形状和尺寸主要由操作工的技术水平决定。
主要设备:自由锻造的设备分为锻锤和液压机两大类。生产中使用的锻锤有空气锤和蒸汽-空气锤,有些厂还使用结构简单,投资少的弹簧锤、夹板锤、杠杆锤和钢丝锤等。液压机是以液体产生的静压力使坯料变形的,是生产大型锻件的唯一方式。
基本工序:自由锻造的基本工序包括镦粗、拔长、冲孔、弯曲、扭转、错移、切割及锻接等。
2、模锻
定义:模锻是指在专用模锻设备上利用模具使毛坯成型而获得锻件的锻造方法。此方法生产的锻件尺寸精确,加工余量较小,结构也比较复杂生产率高。
特点:在模锻锤或压力机上用锻模将金属坯料锻压加工成形的工艺。模锻工艺生产效率高,劳动强度低,尺寸精确,加工余量小,并可锻制形状复杂的锻件;适用于批量生产。但模具成本高,需有专用的模锻设备,不适合于单件或小批量生产。
分类:根据设备不同,模锻分为锤上模锻,曲柄压力机模锻,平锻机模锻,摩擦压力机模锻等。
制备:模锻用的锻模,由上下两个模块组成,模膛4是锻模的工作部分,上下模各一半。用燕尾和楔1、2固定在锤砧和工作台上;并以锁扣3或导柱导向,防止上下模块错位。金属坯料按模膛的形状变形。
工序、工艺过程:模锻的工序为制坯、预锻和终锻。终锻模的模膛是按锻件的尺寸、形状,并加上余量和偏差确定的。
(三)根据锻模的运动方式分类
根据锻模的运动方式,锻造又可分为摆辗、摆旋锻、辊锻、楔横轧、辗环和斜轧等方式。摆辗、摆旋锻和辗环也可用精锻加工。为了提高材料的利用率,辊锻和横轧可用作细长材料的前道工序加工。与自由锻一样的旋转锻造也是局部成形的,它的优点是与锻件尺寸相比,锻造力较小情况下也可实现形成。包括自由锻在内的这种锻造方式,加工时材料从模具面附近向自由表面扩展,因此,很难保证精度,所以,将锻模的运动方向和旋锻工序用计算机控制,就可用较低的锻造力获得形状复杂、精度高的产品,例如生产品种多、尺寸大的汽轮机叶片等锻件。
锻造设备的模具运动与自由度是不一致的,根据下死点变形限制特点,锻造设备可分为下述四种形式:
(1)限制锻造力形式:油压直接驱动滑块的油压机;
(2)准冲程限制方式:油压驱动曲柄连杆机构的油压机;
(3)冲程限制方式:曲柄、连杆和楔机构驱动滑块的机械式压力机;
(4)能量限制方式:利用螺旋机构的螺旋和磨擦压力机。
为了获得高的精度应注意防止下死点处过载,控制速度和模具位置。因为这些都会对锻件公差、形状精度和锻模寿命有影响。另外,为了保持精度,还应注意调整滑块导轨间隙、保证刚度,调整下死点和利用补助传动装置等措施。
此外,根据滑块运动方式还有滑块垂直和水平运动(用于细长件的锻造、润滑冷却和高速生产的零件锻造)方式之分,利用补偿装置可以增加其它方向的运动。上述方式不同,所需的锻造力、工序、材料的利用率、产量、尺寸公差和润滑冷却方式都不一样,这些因素也是影响自动化水平的因素。
锻造的重要性
锻造生产是机械制造工业中提供机械零件毛坯的主要加工方法之一。通过锻造,不仅可以得到机械零件的形状,而且能改善金属内部组织,提高金属的机械性能和物理性能。一般对受力大、要求高的重要机械零件,大多采用锻造生产方法制造。如汽轮发电机轴、转子、叶轮、叶片、护环、大型水压机立柱、高压缸、轧钢机轧辊、内燃机曲轴、连杆、齿轮、轴承、以及国防工业方面的火炮等重要零件,均采用锻造生产。
因此,锻造生产广泛的应用于冶金、矿山、汽车、拖拉机、收获机械、石油、化工、航空、航天、兵器等工业部门,就是在日常生活中,锻造生产亦具有重要位置。从某种意义上说,锻件的年产量,模锻件在锻件总产量中所占的比例,以及锻造设备大小和拥有量等指标,在一定程度上反映了一个国家的工业水平。
锻造用材
锻造用料主要是各种成分的碳素钢和合金钢,其次是铝、镁、铜、钛等及其合金。材料的原始状态有棒料、铸锭、金属粉末和液态金属。金属在变形前的横断面积与变形后的横断面积之比称为锻造比。正确地选择锻造比、合理的加热温度及保温时间、合理的始锻温度和终锻温度、合理的变形量及变形速度对提高产品质量、降低成本有很大关系。
一般的中小型锻件都用圆形或方形棒料作为坯料。棒料的晶粒组织和机械性能均匀、良好,形状和尺寸准确,表面质量好,便于组织批量生产。只要合理控制加热温度和变形条件,不需要大的锻造变形就能锻出性能优良的锻件。铸锭仅用于大型锻件。铸锭是铸态组织,有较大的柱状晶和疏松的中心。因此必须通过大的塑性变形,将柱状晶破碎为细晶粒,将疏松压实,才能获得优良的金属组织和机械性能。
经压制和烧结成的粉末冶金预制坯,在热态下经无飞边模锻可制成粉末锻件。锻件粉末接近于一般模锻件的密度,具有良好的机械性能,并且精度高,可减少后续的切削加工。粉末锻件内部组织均匀,没有偏析,可用于制造小型齿轮等工件。但粉末的价格远高于一般棒材的价格,在生产中的应用受到一定限制。对浇注在模膛的液态金属施加静压力,使其在压力作用下凝固、结晶、流动、塑性变形和成形,就可获得所需形状和性能的模锻件。液态金属模锻是介于压铸和模锻间的成形方法,特别适用于一般模锻难于成形的复杂薄壁件。
锻造用料除了通常的材料,如各种成分的碳素钢和合金钢,其次是铝、镁、铜、钛等及其合金之外,铁基高温合金,镍基高温合金,钴基高温合金的变形合金也采用锻造或轧制方式完成,只是这些合金由于其塑性区相对较窄,所以锻造难度会相对较大,不同材料的加热温度,开锻温度与终锻温度都有严格的要求。
锻造工艺流程
不同的锻造方法有不同的流程,其中以热模锻的工艺流程最长,一般顺序为:锻坯下料;锻坯加热;辊锻备坯;模锻成形;切边;冲孔;矫正;中间检验,检验锻件的尺寸和表面缺陷;锻件热处理,用以消除锻造应力,改善金属切削性能;清理,主要是去除表面氧化皮;矫正;检查,一般锻件要经过外观和硬度检查,重要锻件还要经过化学成分分析、机械性能、残余应力等检验和无损探伤。
锻件特点
与铸件相比,金属经过锻造加工后能改善其组织结构和力学性能。铸造组织经过锻造方法热加工变形后由于金属的变形和再结晶,使原来的粗大枝晶和柱状晶粒变为晶粒较细、大小均匀的等轴再结晶组织,使钢锭内原有的偏析、疏松、气孔、夹渣等压实和焊合,其组织变得更加紧密,提高了金属的塑性和力学性能。铸件的力学性能低于同材质的锻件力学性能。此外,锻造加工能保证金属纤维组织的连续性,使锻件的纤维组织与锻件外形保持一致,金属流线完整,可保证零件具有良好的力学性能与长的使用寿命采用精密模锻、冷挤压、温挤压等工艺生产的锻件,都是铸件所无法比拟的锻件是金属被施加压力,通过塑性变形塑造要求的形状或合适的压缩力的物件。这种力量典型的通过使用铁锤或压力来实现。铸件过程建造了精致的颗粒结构,并改进了金属的物理属性。在零部件的现实使用中,一个正确的设计能使颗粒流在主压力的方向。铸件是用各种铸造方法获得的金属成型物件,即把冶炼好的液态金属,用浇注、压射、吸入或其它浇铸方法注入预先准备好的铸型中,冷却后经落砂、清理和后处理等,所得到的具有一定形状,尺寸和性能的物件。
锻造过程注意事项
(1)锻造加工过程包括:将材料切割成所需尺寸、加热、锻造、热处理、清理和检验。在小型人工锻造中,所有这些操作都由数名锻工上手和下手在狭小场所内进行。他们都暴露于相同的有害环境和职业性危害中;在大型锻造车间,危害随工作岗位的不同而各异。工作条件尽管工作条件因锻造形式不同而各异,但具有某些共同特点:中等强度的体力劳动,干热的小气候环境,产生噪声和振动,空气受烟雾污染。
(2)工人们同时暴露于高温空气和热辐射下,导致热量在体内积累,热量加上代谢的热量,会造成散热失调和病理变化。8小时劳动的排汗量将随小气体环境、体力消耗以及热适应性程度的不同而异一般在1.5~5升之间,或甚至更高。在较小锻造车间或离热源较远处,贝哈二氏热应激指数通常为55~95;但在大型锻造车间,靠近加热炉或落锤机的工作点可能高达150~190。易引起缺盐和热痉挛。在寒冷季节,暴露于小气候环境的变化中可能在一定程度上促进其适应性,但迅速而过于频繁的变化,可能构成对健康的危害。大气污染:作场所的空气中可能含有烟尘、一氧化碳、二氧化碳、二氧化硫,或者还含有丙烯醛,其浓度取决于加热炉燃料的种类和所含杂质,以及燃烧效率、气流和通风状况。噪声和振动:型锻锤必然会产生低频率噪声和振动,但也可能有一定的高频成分,其声压级在95~115分贝之间。工作人员暴露于锻造振动中,可能造成气质性和功能性失调,会降低工作能力和影响安全。
锻造生产危险因素及主要原因
在锻造生产中,易发生的外伤事故,按其原因可分为三种:机械伤——工具或工件直接造成的刮伤、碰伤;烫伤;电触伤。
从安全技术劳动保护的角度来看,锻造车间的特点是:
(1)锻造生产是在金属灼热的状态下进行的(如低碳钢锻造温度范围在1250~750℃之间),由于有大量的手工劳动,稍不小心就可能发生灼伤。
(2)锻造车间里的加热炉和灼热的钢锭、毛坯及锻件不断地发散出大量的辐射热(锻件在锻压终了时,仍然具有相当高的温度),工人经常受到热辐射的侵害。
(3)锻造车间的加热炉在燃烧过程中产生的烟尘排入车间的空气中,不但影响卫生,还降低了车间内的能见度(对于燃烧固体燃料的加热炉,情况就更为严重),因而也可能会引起工伤事故。
(4)锻造生产所使用的设备如空气锤、蒸汽锤、摩擦压力机等,工作时发出的都是冲击力。设备在承受这种冲击载荷时,本身容易突然损坏(如锻锤活塞杆的突然折断),而造成严重的伤害事故。
(5)压力机(如水压机、曲柄热模锻压力机、平锻机、精压机)剪床等,在工作时,冲击性虽然较小,但设备的突然损坏等情况也时有发生,操作者往往猝不及防,也有可能导致工伤事故。
(6)锻造设备在工作中的作用力是很大的,如曲柄压力机、拉伸锻压机和水压机这类锻压设备,它们的工作条件虽较平稳,但其工作部件所发生的力量却是很大的,如我国已制造和使用了12000t的锻造水压机。就是常见的100~150t的压力机,所发出的力量已是够大的了。如果模子安装或操作时稍有不正确,大部分的作用力就不是作用在工件上,而是作用在模子、工具或设备本身的部件上了。这样,某种安装调整上的错误或工具操作的不当,就可能引起机件的损坏以及其他严重的设备或人身事故。
(7)锻工的工具和辅助工具,特别是手锻和自由锻的工具、夹钳等名目繁多,这些工具都是一起放在工作地点的。在工作中,工具的更换非常频繁,存放往往又是杂乱的,这就必然增加对这些工具检查的困难,当锻造中需用某一工具而时常又不能迅速找到时,有时会“凑合”使用类似的工具,为此往往会造成工伤事故。
(8)由于锻造车间设备在运行中发生的噪声和震动,使工作地点嘈杂不堪入耳,影响人的听觉和神经系统,分散了注意力,因而增加了发生事故的可能性。
锻造车间工伤事故的原因分析
(1)需要防护的地区、设备缺乏防护装置和安全装置;
(2)设备上的防护装置不完善,或未使用;
(3)生产设备本身有缺陷或毛病;
(4)设备或工具损坏及工作条件不适当;
(5)锻模和铁砧有毛病;
(6)工作场地组织和管理上的混乱;
(7)工艺操作方法及修理的辅助工作做得不适当;
(8)个人防护用具如防护眼镜有毛病,工作服和工作鞋不符合工作条件;
(9)几个人共同进行一项作业时,互相配合不协调;
(10)缺乏技术教育和安全知识,以致采用了不正确的步骤和方法。
锻造行业发展状况分析
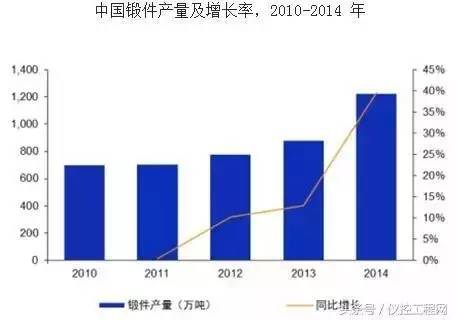
现代锻造业在欧美等发达国家已有上百年的历史,先进的锻造工艺和锻造技术一直由德国、美国、日本和俄罗斯等国垄断。我国锻造业起步较发达国家晚,许多关键自由锻件产品大多依赖进口,但随着经济发展水平的提高,与国外交流机会的增多,我国锻造技术和工艺水平进步很快,很多产品已实现国产化,部分产品已出口国外,并且能与发达国家的同类产品相竞争。随着经济的发展和装备制造业的进步,我国锻件制造业迎来了快速发展的新时期。2010-2013 年我国锻件产量从 2010 年的 705.21 万吨增长至 2013 年的 881.57万吨,年均复合增长率达 7.72%,呈稳定增长。2014 年我国锻件产量增至 1,230.66万吨,增速较快。截至 2015 年 10 月,我国锻件产量累计值为 1,011.20 万吨。中国锻造行业是在引进、消化、吸收国外技术的基础上发展起来的,经过多年的技术发展与改造,行业中领先企业的技术水平,包括工艺设计、锻造技术、热处理技术、机加工技术、产品检测等方面均有了较大提高。
锻制法兰行业发展概况
法兰(Flange)又叫法兰盘或突缘,主要应用于管状部件的连接。法兰在机械零部件应用中非常普遍,广泛应用于石化管道,金属压力容器,建筑物的上、下水管道,市政供水管道,船舶,电力等行业。
根据所使用的原材料不同,法兰又可以划分为碳钢法兰、不锈钢法兰和合金钢法兰;根据制造工艺的不同,法兰又可以划分为锻制法兰和铸造法兰。锻制法兰主要是通过自由锻或模锻工艺加工生产;铸造法兰是通过浇铸工艺制造法兰。
目前,我国锻制法兰行业在装备水平、锻造技术和加工工艺上均取得了长足进步,产品的质量和性能已有大幅提升。由于人力成本较低,使得我国生产的锻制法兰在国际上具有较强的竞争优势,近年来出口数量达到了较高水平。德国、日本等工业发达国家由于人力成本较高,其国内法兰生产厂家已经很少,所需法兰产品主要从中国、印度、巴西等发展中国家进口。
工艺设计:先进厂家普遍采用了热加工计算机模拟技术、计算机辅助工艺设计以及虚技术,提高了工艺设计水平和产品制造能力。引入并应用DATAFOR、GEMARC/AUTOFORGE、DEFORM、LARSTRAN/SHAPE和THERMOCAL等模拟程序,实现计算机设计和热加工的过程控制。
锻造技术:40MN及以上的水压机多数配备了100-400t.m主锻造操作机和20-40t.m的辅助操作机,相当数量的操作机采用计算机控制,实现了锻件锻造过程的综合控制,使锻造精度可控制在±3mm,锻件的在线测量采用激光尺寸测量装置。
热处理技术:重点在于提高产品质量、提高热处理效率以及节约能源、保护环境等。如采用计算机控制加热炉和热处理炉的加热过程,控制烧嘴实现自动调节燃烧、调节炉温、自动点火及加热参数管理;余热利用、热处理炉配备再生燃烧室等;采用具有低污染能力和能够有效控制冷却的聚合物淬火油槽,各种水性淬火介质逐渐取代传统的淬火油等。
机加工技术:行业内数控机床的比例逐步提高,部分行业内企业设有加工中心,根据不同类型的产品配备了专有的加工机械,如五坐标加工中心、叶片加工机、轧辊磨、轧辊车床等。
质量保障措施:国内部分企业已配备最新的检测仪表和测试技术,采用计算机控制数据处理的现代自动化超声波探伤检测系统,采用各种专用的自动超声波探伤系统,完成各种质量体系的认证等。高速重载齿轮锻件产品的关键生产技术不断被攻克,并在此基础上实现了产业化生产。在引进国外先进生产技术和关键设备的基础上,中国已能自己设计和制造高速重载齿轮锻件的生产装备,这些装备已接近国际先进水平,技术和装备水平的提升有力的促进了国内锻造行业的发展。